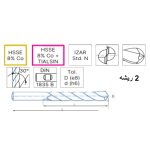
إليك شرح مفصل لـ IZAR R4470 بقطر 7 مم وطول 80 مم (2 ريشة – كوبالت – إسباني) — “أندميل ردياس 2 ريشة كوبالت إسباني مقاس 7-80 مم”:
مواصفات أساسية
-
الأداة: End-mill (فريزة مخرطة / مخرطة-CNC / تفريز) من فئة “Finishing / Standard Long – 2Z Radial”.
-
عدد الريش: 2 ريشة (2-flute) — هذا يعطي مساحة جيدة لخروج الرقائق أثناء القطع.
-
المادة: HSSE + 8% كوبالت (Cobalt high-speed steel) — يجعل الفريزة أكثر مقاومة للحرارة والاحتكاك مقارنة بفريزات الفولاذ العادي، ما يناسب تفريز معادن فولاذية أو حديدية.
-
منشأ: إسبانيا — كما هو مدوّن في المواصفات
-
الاستخدام المتوقع من الشركة المصنعة: تفريز/تشكيل معادن — جيوب (pockets)، أخاديد (slots)، تشطيب/تسوية أسطح، تفريز شعاعي أو محوري وفق الحاجة.
لماذا تختار 7 مم × 80 مم — وما هي مميزاته
-
قوة ومتانة: مادة الكوبالت + التصميم 2-flute يجعلها مناسبة لتفريز المعادن الصلبة (فولاذ، حديد، سبائك) والتحمّل ضد الحرارة.
-
خروج رقائق جيد: بوجود ريشتين فقط، المسافة بين الريش كافية لخروج الرقائق (chips)، ما يقلّل انسداد الأداة ويحسّن أداء القطع خصوصاً في المعادن.
-
مرونة في العمق والطول: الطول الكلي 80 مم مناسب لو تحتاج تنقيب/تفريز داخلي أو قطع أجزاء عميقة أو جيوب طويلة.
-
تشطيب/دقة أفضل: كونها من نوع “Finishing / Standard” يجعلها ملائمة لتشطيب دقيق أو جيوب/فتحات بدقة أبعاد، وليس فقط إزاحة مادية كبيرة (roughing).
الاستخدامات المثلى
-
تفريز جيوب (pockets) أو أخاديد (slots) في قطع من فولاذ أو حديد أو سبائك معدنية.
-
تشطيب الأسطح (سطح فك/تسوية) بعد مرحلة roughing، للحصول على سطح أنظف ودقة في الأبعاد.
-
تفريز أجزاء بعمق أو أجزاء تحتاج طول فريزة مناسب لاختراق القطعة.
-
أعمال حيث أن خروج الرقائق مهم (chip evacuation)، خصوصاً في المعادن الصلبة أو عند قطع عميق.
نقاط يجب الانتباه لها أثناء التشغيل
-
هذه الفريزة — رغم متانتها — ليست مثالية للتفريز الخشن الثقيل (heavy roughing) إذا تحتاج إزالة كبيرة في قطعة صلبة. في تلك الحالة قد تحتاج فريزة متعددة ريش (4 أو أكثر) أو roughing-mill.
-
استخدام تبريد / تشحيم (coolant/lubricant) مهم خاصة عند تفريز معادن صلبة لتقليل الحرارة والاحتكاك وبالتالي إطالة عمر الفريزة.
-
السرعة (cutting speed) والتغذية (feed rate) لازم تكون محسوبة وملائمة لنوع المادة — الفريزة 2-ريشة + كوبالت تحتاج إعدادات متوازنة (مش تفريز خفيف على كل سرعة).
-
التثبيت الجيد للقطعة + تقليل “overhang” (بروز الفريزة من الشنكل/حاملها) مهم لتحقيق دقة ولتجنب اهتزاز أو كسر.
توصيات تشغيل (تقريبية – حسب نوع المعدن)
لأن الشركة (IZAR) تصنفها ضمن “Finishing / Standard 2Z” — فلو تفريز فولاذ/حديد معتدل إلى صلب:
-
البدء بسرعة قطع (Vc) متوسطة — ليس مرتفعة جدًا كما في الألمنيوم — لأن المعدن مقاوم، والكوبالت يساعد يتحمّل الحرارة.
-
استعمال تغذية معتدلة (feed per tooth) مع عمق قطع (depth of cut) وقطري قطع (radial/axial engagement) مناسبين، لتفادي تحميل زائد على الفريزة.
-
استخدام سائل تبريد إذا الإمكانية متاحة — مفيد جدًا في تحسين عمر الفريزة وجودة التشطيب خاصة في المعادن.
-
لو القطعة كبيرة أو العمق كبير — حاول تقلل “overhang” وتحسّن تثبيت الفريزة لكي تتجنب اهتزاز أو انحراف.