أنديميل ردياس 2ريشة كوبلت أسباني مقاس12-110مم ايزار IZAR R4470 شرح
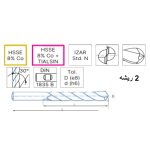
إليك شرح مفصّل — مضبوط على الحالة التي ذكرتها: IZAR R4470 فريزة “2 ريشة / كوبالت / إسبانية” بمقاس 12 مم × 110 مم (قطر 12 مم – طول 110 مم).
المواصفات الأساسية لـ IZAR R4470 12×110 مم
هذه الفريزة تنتمي إلى سلسلة R4470 – HSSE 8% Co – 2-Flute (2Z Radial, Weldon shank).
القطر (D) = 12.00 مم، الطول الكلي (L) = 110 مم.
عدد الريش (Flutes) = 2 ريشتين
زاوية اللولب (Helix Angle) = 30° تقريبًا.
مادة القطع: HSSE + 8% كوبالت (Co) — ما يعني إنها مصممة لتفريز معادن، مع مقاومة جيدة للحرارة والاحتكاك.
نوع الشنكل (shank): “Weldon” (أي شنكل أملس/مسطح في نهاية الفريزة) كما في المواصفات الفنية.
مميزات وفوائد هذا الموديل 12×110 مم
طول كافٍ لتفريز أعماق أو فتحات داخلية: الطول 110 مم يتيح الوصول إلى أعماق أو جيوب داخل القطعة — مفيد لو الشغلة سميكة أو تحتاج خط تفريز عميق.
خروج رقائق سهل (chip evacuation): وجود 2 ريشة فقط يعطي مساحة جيدة للرقائق للخروج بدون انسداد — مهم في تفريز معادن حيث الرقائق تكون ثقيلة. هذا يساعد في تقليل حرارة القطع وتحسين أداء الفريزة.
مقاومة الحرارة والاحتكاك: الكوبالت في السبيكة (HSSE-Co) يجعل الفريزة تتحمل الضغط والحرارة الناتجة عند تفريز معادن فولاذية أو حديد أو سبائك — ما يطوّل عمر الأداة.
مرونة في الاستخدام لمواد مختلفة: حسب كتالوج IZAR، الفريزة تصلح لتفريز صلب بناء (carbon steel)، فولاذ، حديد الزهر (cast iron)، وبعض سبائك معقولة الصلابة.
تشطيب/تفريز دقيق (Finishing / Standard Long): سلسلة 4470 مصممة لأعمال تفريز دقيقة أو تشطيب—not فقط “roughing” خشن. هذا يجعلها مناسبة عندما تحتاج دقة أبعاد وسطح نظيف بعد الفريز.
أفضل الاستخدامات لـ 12×110 مم R4470
تفريز جيوب (pockets)، أخاديد (slots)، فتحات داخلية أو ثقوب كبيرة بعمق في معادن مثل فولاذ كربوني، حديد، سبائك فولاذية.
تشطيب/تفريز أجزاء حيث الطول مهم — مثلاً تفريز عمودي أو فتحات عميقة داخل قطعة كبيرة.
تفريز في معادن صلبة مع الحاجة إلى خروج رقائق جيد لتجنب انسداد الأداة.
أعمال تتطلب دقة في الأبعاد وسطح نهائي جيد بعد الفريز (finishing) وليس فقط إزالة مادة كبيرة (roughing).
ملاحظات مهمة وتحذيرات عند التشغيل
رغم متانتها — لأن الفريزة “2 ريشة طويلة + كوبالت” — من المهم تقليل “بروز الفريزة” (overhang) قدر الإمكان أثناء التثبيت، لأن أي طول زائد خارج الحامل قد يسبب اهتزاز أو انحراف.
استخدام تبريد / تشحيم (coolant / lubricant) مهم جدًا عند تفريز معادن صلبة لتقليل الحرارة وحماية عمر الفريزة.
سرعة القطع (cutting speed) والتغذية (feed per tooth / feed rate)، وعمق القطع (depth of cut) يجب أن تحسب مع مراعاة نوع المعدن وطبيعة العمل — الفريزة ليست مخصصة لـ heavy roughing، لذا لا تفرط في “قطع كبير + سرعة عالية + تغذية كبيرة”.
إذا القطعة تحتاج إزالة كمية كبيرة من المعدن (heavy roughing)، قد يكون من الأفضل استخدام فريزة متعددة ريش (4+) أو فريزة roughing-mill — لأن 2-flute مناسبة أكثر للتفريز دقيق، فتحات، تشطيب، خروج رقائق، إلخ.
ما يمكن توقعه من كتالوج / توصيات تشغيل لـ IZAR R4470 12×110 مم
بحسب بيانات الفريزات الطويلة HSSE-Co من IZAR:
في تفريز فولاذ كربوني أو فولاذ بناء (carbon/steel < ~250 HB / < ~850 N/mm²): تغذية ~0.060 mm/rev مجمعة و cutting speed ~ 30–40 m/min.
في حديد زهر أو سبائك معقولة: تغذية مشابهة مع سرعة أقل حسب الصلابة.
عند تفريز معادن غير حديدية (نحاس، برونز، ألمنيوم …): سرعة وتغذية يمكن تكون أعلى — لكن مع الأخذ في الاعتبار أن HSSE-Co يناسب المعدن ومعامل القطع.
حول شركة IZAR العالمية
شركه متخصصه في صناعه البنط الحدادي الخاصه بالمثاقيب والشنيورات
لتخريم وثقب جميع المعادن من الحديد والاستانلس والالمونيوم والصلب
فقد تاسس المصنع سنه 1910 باسبانيا والي الان وهم في تطور مستمر ويقومون بانتاج البنط
ذات المقاسات حتي اقطار 65 مل
سياسه الشحن
يتم تعبئه وتغليف المنتجات بواسطه فريق عالم العدد
يتم التواصل مع العميل من خلال الواتس اب لتاكيد الطلب