



















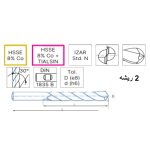






هذا الطراز مدرج في كتالوج “4470 – HSSE 8% Co – STD.N LONG 2Z RADIAL”.
القطر (D) = 30.00 مم والطول الكلي (L) = 186 مم — أي فريزة كبيرة وطويلة جدًا.
عدد الريش = 2 ريشة (2‑flute / 2Z radial) — تصميم يعطي مسافة جيدة بين الريش لخروج رقائق القطع (chips)
المادة: HSSE + 8% كوبالت — ما يوفر مقاومة جيدة للحرارة، الاحتكاك والتآكل مقارنة بفولاذ سهل.
الفريزة تصنف كـ “Finishing / Standard Long 2Z Radial End Mill” — أي موجهة لتفريز/تشطيب، جيوب/أخاديد/فتحات/تفريز عميق، وليس بالضرورة لخَشْنة (roughing) ثقيلة جدًا.
إمكانية الوصول لأعماق كبيرة / فتحات داخل قطع كبيرة: بطول 186 مم، الفريزة مثالية للوصول إلى مناطق داخل القطع المعدنية الضخمة، جيوب عميقة، فتحات داخلية أو تفريز مناطق يصعب الوصول إليها بفريز قصير.
خروج رقائق جيد (Chip evacuation): 2 ريشة فقط مع مسافة بينهما يتيح خروج رقائق بشكل أفضل، مهم عند تفريز معادن ثقيلة أو فتحات كبيرة، يقلل انسداد واحتكاك — خصوصًا عند العمل مع فولاذ أو حديد.
مقاومة حرارة واحتكاك ممتازة: بفضل سبيكة HSSE‑Co، الفريزة تتحمل الضغط العالي والحرارة الناتجة عن القطع المعدني ↦ عمر أطول للأداة وأداء جيد عند استخدام معادن أو سبائك.
تنوع الاستخدام — فتحات، جيوب، تشطيب، تفريز عميق: كونها مخصصة “finishing/long”, فهي ملائمة لتفريز جيوب أو أخاديد أو فتحات كبيرة، وكذلك للتشطيب الدقيق بعد roughing أولي، أو للوصول لأعماق داخل قطعة العمل.
مرونة في المواد: بحسب دليل IZAR، مجموعة 4470 HSSE‑Co تغطي معادن مثل “steel / carbon steel / construction steel” أو مواد ذات صلابة ضمن النطاق الموصى به.
هذا المقاس يكون مناسب جدًا في الحالات التالية:
تفريز فتحات/جيوب/أخاديد كبيرة أو عميقة في قطع معدنية ضخمة أو سماكة كبيرة.
أعمال تتطلب وصول طويل (deep pocketing / deep hole milling) داخل القطعة.
تفريز معادن فولاذية أو حديد أو سبائك تحتاج مقاومة للتآكل والحرارة.
التشطيب أو تفريز نهائي بعد roughing أو فتحات داخلية — عند الحاجة لدقة سطح وأبعاد صحيحة.
تفريز في حالات تكون فيها خروج رقائق مهم وتفادي انسداد الفريزة خاصة عند عمق كبير أو قطر كبير.
تثبيت القطعة جيدًا + تقليل بروز الفريزة (overhang): لأن الفريزة طويلة جدًا وقطرها كبير → مهم جدًا تأمين قطعة الشغل جيدًا، والشنكل (shank) قوي، وتقليل أي بروز لتفادي اهتزاز أو انحراف أو كسر.
استخدام تبريد / تشحيم (coolant / lubricant): خصوصًا عند تفريز معادن صلبة — يساعد على تقليل الحرارة والاحتكاك، ويحافظ على حياة الفريزة.
ليست مخصصة لل roughing خشن جدًا: رغم متانتها، تصميم “2‑flute finishing” يجعلها أنسب للتشطيب أو فتحات/جيوب وليس إزالة مادة كبيرة دفعة واحدة.
ضبط سرعة القطع (Vc) و التغذية (feed per tooth / fz) بعناية حسب نوع المعدن وعمق القطع — الإفراط قد يقلل عمر الفريزة أو يؤثر على جودة التفريز.
مراقبة مستمرة للرقائق / تبريد / حالة الفريزة خلال التفريز العميق — لضمان عدم انسداد أو زيادة حرارة تؤثر على المغزل أو الأداة.
في جدول الاستخدام العام لفريزات 2Z HSSE‑Co، تكون الفريزات ضمن مجموعة “finishing end mills” موجهة لتفريز معادن ≤ ~850 N/mm² (فولاذ كربوني أو فولاذ بناء) بظروف Cutting speed (Vc) حوالي 30‑40 m/min عند feed per rev (fz) تناسب قطر الأداة.
لمقاسات كبيرة (مثل Ø 25 أو Ø 30) جدول IZAR يوصي بـ feed per tooth ≈ 0.100 mm/tooth في بعض تطبيقات finishing / pocketing ضمن المواد المسموحة.
قطع أعمق، وجود معادن صلبة، أو مواد ذات صلابة عالية → يتطلب تبريد جيد، تغذية معتدلة، وربما خطوات متعددة لإزالة مادة كبيرة تدريجيًا بدل دفعة واحدة.
No account yet?
Create an Account











