

















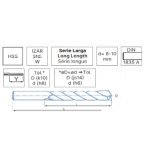






نوع الأداة: أندميل (End Mill) بــ ريشة واحدة (1-Flute / O-Flute).
القطر القاطع: 6 مم — أي أن الحافة التي تقطع الألومنيوم قطرها 6 ملم.
المادة المستهدفة: ألومنيوم (و/أو سبائكه) — الأداة مُصمَّمة لهذه المواد.
قطر الساق (Shank): 8 مم — للتثبيت في كوليه (collet) الماكينة.
الطول الكلي: 90 مم — يعطي مدى أطول (Useful for deeper pockets or reaching داخل القطعة).
الموديل: R4414 من IZAR — جودة تصنيع أوروبية.
الريشة الواحدة تسمح بـ إخراج رقائق (Chips) كبيرة وسريعة دون انسداد، خصوصًا مع الألومنيوم. هذا يقلل من الحرارة ويحسن التشطيب.
تمنع تراكم القطع (Chip welding) — مشكلة شائعة عند قطع الألومنيوم إذا كان السرعة أو التغذية غير مضبوطة
مثالية للعمليات مثل تفريز (pocketing)، تجويف، ملامسة حواف داخلية (contouring) أو جروف — خصوصًا إذا الماكينة فيها مقتصّر (collet) وليس حامل هيدروليكي.
تفريز وقطع ألمنيوم من صفائح أو كتلة (block) — عمل جيوب (pockets)، تغليف (pocketing)، عمل قنوات (slots / grooving).
تصنيع قطع من الألومنيوم لشغلات تحتاج دقة، سطح نظيف وبدون بروز (burrs) كثير.
أعمال CNC تتطلب عمق قطع أو وصول إلى أعماق عالية — طول 90 مم يساعد على الوصول دون تغيير الأداة كثير.
تفريز بلاستيك أو مواد غير حديدية (أحيانًا) تتطلب إزالة رقائق جيدة.
عند تفريز ألمنيوم باستخدام أندميل 6 مم 1 فلوت:
| إعداد | قيمة تقريبية / اشتراط |
|---|---|
| سرعة الدوران (Spindle RPM) | ~ 16,000 – 18,000 RPM |
| سرعة تغذية (Feed rate) | — مثلاً 500 إلى 800 مم/دقيقة مع إعداد متوسط |
| عمق القطع (Depth of Cut, DOC) | ~ 0.7 – 1.5 مم لو الماكينة قادرة وتحكم الحرارة جيد |
| تغذية لكل سن (Chip-load per tooth / fz) | لقاطع 6 مم، حوالي 0.05 – 0.15 مم/سن (عند فلوت واحد هذا يعني تقريبًا نفس القيمة في mm/tooth) |
ملاحظة مهمة: هذه إعدادات مبدئية — من الأفضل تجربة أول شغلة بعمق قطع خفيف وسرعة تغذية متوسطة، مع تبريد جيد (هواء + رش سائل تبريد أو WD-40 / MQL) ومراقبة الرقائق (chatter / welding of chips / tool wear). إذا ظهرت رقائق تذوب أو تلتصق — خفض سرعة الدوران أو زوّد تبريد أو خفّض عمق القطع/التغذية.
استخدم هواء مضغوط أو MQL/تبريد قليل لتفريغ الرقائق وتبريد الأداة — مهم جدًا عند الألومنيوم.
محاولات الدخول في القطعة عبر plunge (نزول عمودي مباشر) قد تؤدي لكسور — الأفضل تبدأ بـ ramp / helix عند الدخول (تدريج).
قلّل “stick-out” أي كم الأداة بارزة خارج حاملها بأقل قدر ممكن — يقلّل اهتزاز (chatter) وبالتالي يزيد دقة وطور عمر الأداة.
إذا كنت تطلب سطح نهائي جيد (finishing) بعد تفريز خشن (roughing) — استخدم فلوت واحد للتفريز الخشن ثم على الأقل فلوت أكثر (2–3) أو فلوت واحد لكن بسرعة تغذية أقل + DOC أقل للمرحلة النهائية.
No account yet?
Create an Account






