


















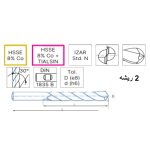






الفريزة تنتمي إلى سلسلة R4470 “HSSE 8% Co – 2-Flute (2Z Radial)” حسب كتالوج IZAR.
القطر (D) = 16 مم، الطول الكلي (L) = 123 مم.
عدد الريش = 2 ريشة (2-flute) — تصميم يعطي فراغات جيدة لخروج الرقائق أثناء القطع.
الزاوية اللولبية (Helix angle) = حوالي 30° كما في باقي الفريزات من هذه السلسلة.
المادة: HSSE + 8% كوبالت — ما يعني أن الأداة مصمّمة لتفريز معادن، مع مقاومة جيدة للحرارة والاحتكاك.
نوع الشنكل (shank): غالباً “Weldon shank” (شنكل أملس/مسطح) — كما هو المعتاد مع هذه السلسلة الطويلة.
طول كافٍ لتفريز أعماق أو فتحات كبيرة: الطول 123 مم مناسب جدًا للوصول إلى أعماق داخل القطع أو تفريز جيوب/ثقوب طويلة أو عميقة.
خروج رقائق ممتاز عند تفريز المعادن: مع 2 ريشة فقط، هناك مساحة جيدة بين الريش لخروج الرقائق بسهولة — هذا مهم جدًا عند تفريز المعادن الصلبة heavymetal، لتفادي انسداد الأداة والحفاظ على كفاءة القطع.
مقاومة جيدة للحرارة والاحتكاك: بفضل مادة HSSE + كوبالت، الفريزة تتحمل الضغط والحرارة الناتجة من تفريز المعادن. وهذا يساعد في إطالة عمر الأداة خاصة عند تشغيل معادن صلبة.
ملاءمة لتشطيب أو تفريز دقيق (finishing / standard milling): سلسلة 4470 تُصنَّف ضمن فريزات إنهاء/تشطيب (finishing / standard long) وليست roughing خشن — لذا هي مناسبة عندما تحتاج دقة أبعاد وسطح نهائي جيد بعد الفريز.
ملاءمة لمواد متعددة: حسب دليل IZAR لفريزات 2Z HSSE-Co — الأداة تصلح لتفريز مواد مثل الصلب الكربوني (carbon steel)، فولاذ بناء (construction steel) ومواد معدنية أخرى ضمن نطاق مقاومة معين.
هذه الفريزة تكون ممتازة في الحالات التالية:
تفريز جيوب / فتحات / أخاديد / ثقوب داخلية أو عميقة في قطع معدنية كبيرة أو سمكية.
تفريز معادن فولاذية أو مواد معدنية ذات صلابة متوسطة إلى عالية — حيث القوة ومقاومة الحرارة ضرورية.
أعمال تتطلب دقة في الأبعاد وتشطيب نظيف بعد عملية الفريز (وليس فقط إزالة مادية خشن).
حالات تحتاج إلى أداة طويلة (overreach) للوصول لنقاط داخلية داخل قطعة العمل — الشنكل الطويل يساعد في ذلك.
بما أنها 2-Flute وطويلة — من المهم جدًا تثبيت القطعة جيدًا وتقليل “بروز الفريزة” (overhang) قدر الإمكان لتجنب اهتزاز، انحراف، أو كسر الفريزة أثناء التشغيل.
استخدام تبريد / تشحيم (coolant / lubricant) أمر مهم خاصة عند تفريز معادن صلبة؛ هذا يساعد على تقليل الحرارة وحماية عمر الأداة.
الفريزة ليست مثالية لـ heavy roughing (إزالة كمية كبيرة من المعدن دفعة واحدة) — لأنها مصممة أكثر لـ finishing أو تفريز دقيق/فتحات.
ضبط سرعة القطع (cutting speed) وتغذية per tooth (feed rate / feed per rev) بشكل مناسب حسب نوع المعدن وسمكه؛ الإفراط في سرعة أو تغذية كبيرة ممكن يقلّل عمر الفريزة أو يؤثر على جودة القطع.
بما أن الأداة مشابهة لمقاس 12×110 مم في كتالوج IZAR لكن مع قطر وطول أكبر، في تفريز فولاذ كربوني (carbon / construction steel) أو مواد معدنية معتدلة الصلابة:
التغذية (feed per revolution) يمكن أن تكون ~ 0.060 مم/rev (كما في موديلات مشابهة 12 مم).
سرعة القطع (Vc) لمواد فولاذية متوسطة قد تكون في نطاق ~ 30–40 م/دقيقة حسب حالة القطعة والتبريد.
عند استخدام تبريد وبعناية في التثبيت — ستضمن أداء مستقر وجودة تشطيب أعلى وعمر أطول للفريزة.
No account yet?
Create an Account








