


















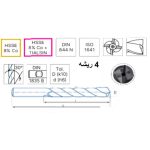






الأداة تنتمي لسلسلة R4400 (أو أدوات تفريز من IZAR من نوع HSSE‑8% Co). “HSSE‑8% Co” تعني أن الفولاذ عالي السرعة (HSS) مضاف إليه 8% كوبلت، ما يزيد من صلابة الأداة، مقاومة التآكل، والقدرة على تحمل الحرارة والضغط أثناء القطع.
“4 ريشة / 4 flutes” → يعني أن رأس القاطع يحتوي على أربع حواف قطع. هذا يوفر توازن بين قدرة إزالة المادة (material removal) وتشطيب السطح (surface finish) مع ثبات في القطع.
“12.0 مم” هو قطر القطع (cutting diameter) — يعني أن الأداة مخصصة لتفريز فتحات، أخاديد، جيوب، تجويفات، أخدود (slots)، أو أعمال تفريز عامة بقطر حوالي 12 مم. في كتالوج أدوات IZAR/أدوات مشابهة تتوفر قواطع HSSE‑8%Co بقطر 12 مم ضمن مجموعة “general-purpose / finishing” أو “roughing/finishing” حسب الاستخدام.
تحمّل أعلى للحرارة والتآكل: الكوبلت في الفولاذ يجعل الأداة أكثر مقاومة للحرارة و للتآكل مقارنة بأدوات HSS العادية، خصوصًا في عمليات تفريز فولاذ أو سبائك أو عند سرعات/أحمال كبيرة.
توازن جيد بين إزالة المادة والتشطيب: 4 ريشة تمنح قدرة جيدة على إزالة مادة معقولة (good material removal rate) مع تشطيب مقبول — مناسب لتطبيقات “finishing” أو “general‑purpose milling” وليس فقط خشن (roughing).
قطر متوسط‑كبير (12 مم): يجعل الأداة مناسبة لأعمال تفريز متوسطة إلى كبيرة — مثل فتحات تمرير، جيوب أو تجويفات، أجزاء مكونات ميكانيكية، هياكل معدنية، تصنيع قطع غيار، أو تفريز على ماكينات CNC / مراكز تفريز.
مرونة استخدام على عدة خامات معدنية: حسب توصيفات أدوات HSSE‑8%Co، يمكن استخدامها على فولاذ (Steels)، حديد، سبائك، وربما مواد صلبة أو متوسطة الصلابة — بشرط ضبط سرعة وتغذية مناسبين.
هذا القاطع يُعد خيارًا ممتازًا إذا تحتاج:
تفريز فتحات – جيوب – أخاديد – تجويفات – أخدود (slots / pockets / holes) بقطر حوالى 12 مم في معادن فولاذية أو سبائكية.
تصنيع مكونات ميكانيكية متوسطة الحجم (قطع غيار، هياكل معدنية، أجزاء آلات) تتطلب فتحات أو تجويفات بهذا القطر.
تشغيل على ماكينات CNC أو مراكز تفريز — حيث تحتاج الأداة أن تتحمل حرارة، ضغط وتشغيل مستمر / متكرر.
مزيج بين إزالة مادة قوية وتشطيب سطح جيد — بمعنى أنها مناسبة لتفريز + تشطيب وليس تفريز خشن فقط.
استخدام تبريد / سائل تبريد (coolant / cutting fluid): عند تفريز معادن فولاذية أو صلبة + عند سرعات أو أحمال عالية. التبريد يقلل الحرارة ويطيل عمر الأداة — مهم مع أدوات كوبلت.
ضبط سرعة الدوران (RPM) و معدل التغذية (feed rate / mm/rev أو mm/tooth) بحسب خامة المعدن، حجم القطعة، وعمق القطع. أدوات HSSE‑Co تتحمل أكثر من HSS العادي، لكن ضبط القيم مهم جدًا لتفادي تلف الأداة.
تقطيع تدريجي (step‑down / step‑over) عند الأخاديد أو الجيوب العميقة: بدلاً من قطع دفعة كبيرة مرة واحدة، استخدم خطوات جزئية لتقليل الحمل على الأداة وتفادي انثناء أو كسر.
مراقبة إخراج الرقائق (chips): تأكّد أن الرقائق تُزال بشكل جيد (تبريد + شفط أو دفع الرقائق) لأن 4 ريشة + معدن صلب + عمق قطع كبير ممكن يصعّب خروج الرقائق — تراكم الرقائق يؤثر على التشطيب وعمر الأداة.
حافظ على استقرار الماكينة والتثبيت الجيد: لأن قطر 12 مم + عمق قطع أو حمل كبير يحتاج ثبات في الشدان (clamping) وفي الماكينة لتجنب اهتزاز أو انثناء.
نعم — قاطع 12.0 مم — 4 ريشة — HSSE‑8% Co من IZAR (ضمن مجموعة R4400 أو ما يشابهها) هو خيار عملي ومتوازن لمعظم أعمال التفريز المتوسطة إلى الثقيلة: فتحات/جيوب/أخاديد بقطر 12 مم في معادن فولاذية أو سبائكية، خاصة عندما تحتاج أداة تتحمل حرارة وتآكل، وتجمع بين إزالة مادة جيدة وتشطيب معقول.
No account yet?
Create an Account








